
Introduction
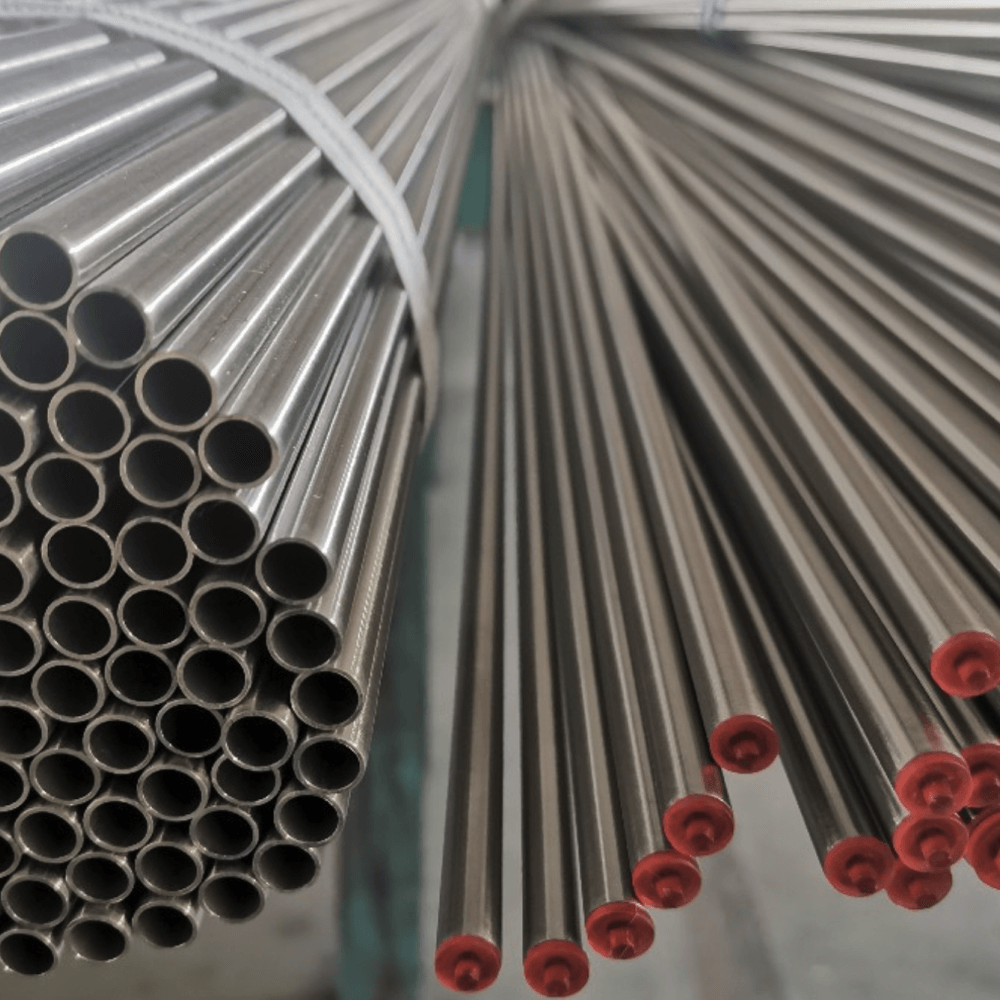
In industries where stainless steel tubing plays a critical role — from semiconductor manufacturing to food processing — choosing the right surface finish can significantly impact performance, cleanliness, and service life.
Three common types dominate the market:
- AP (Annealed and Pickled) tubing
- BA (Bright Annealed) tubing
- EP (Electropolished) tubing
This article provides a clear technical comparison of these stainless steel tubing types, along with typical application scenarios to help you select the most suitable option for your project.
1. Definitions and Manufacturing Processes
1.1 AP Tube (Annealed and Pickled)

- Process: Solid solution heat treatment (annealing) in air or protective atmosphere, followed by acid pickling (usually nitric and hydrofluoric acid) to remove oxide scale. Rinsing and passivation follow.
- Surface Finish: Uniform matte silver-white (satin-like), visible base metal grain, possible mild pickling marks.
- Cleanliness: Oxide scale removed, but with higher residual contamination and relatively higher surface roughness compared to BA or EP.
1.2 BA Tube (Bright Annealed)
- Process: Heat-treated in a highly purified protective atmosphere (100% hydrogen or hydrogen-nitrogen mix) inside a sealed furnace, preventing oxidation. No oxide scale is formed. Minimal or no acid pickling is required afterward.
- Surface Finish: Smooth, bright, with a near-mirror appearance (though not as reflective as EP). Fine, uniform texture.
- Cleanliness: High surface purity, minimal oxide contamination, lower micro-roughness than AP.
1.3 EP Tube (Electropolished)

- Process: Typically starts with BA tubing. The tube is immersed in an electrolyte (e.g., phosphoric-sulfuric acid mixture) as the anode, and an electrical current dissolves microscopic surface peaks. A dense, chromium-rich passive layer forms.
- Surface Finish: Mirror-like gloss, extremely smooth and bright — the highest achievable finish level.
- Cleanliness: Superior to both AP and BA. Removes embedded particles, surface contaminants, and free iron while improving corrosion resistance.
2. Performance Comparison
| Property | AP Tube | BA Tube | EP Tube |
|---|---|---|---|
| Surface Smoothness | ★★☆☆☆ | ★★★★☆ | ★★★★★ |
| Cleanliness | ★★☆☆☆ | ★★★★☆ | ★★★★★ |
| Corrosion Resistance | ★★★☆☆ | ★★★★☆ | ★★★★★ |
| Aesthetic Appearance | ★★☆☆☆ | ★★★★☆ | ★★★★★ |
| Cost Level | Low | Medium | High |

3. Typical Application Scenarios
3.1 AP Tube — Economic, Basic Applications
- General industrial piping: structural supports, ordinary fluid transport.
- Construction and architecture: handrails, railings, frames.
- Water systems (non-ultrapure): municipal water, industrial cooling water.
- Food & beverage (non-critical lines).
- Cost-sensitive projects where high-end surface finish is unnecessary.
3.2 BA Tube — High-Cleanliness, Mid-Cost Applications
- Semiconductor: High-purity gases (N₂, Ar, H₂) and ultrapure water in non-critical loops.
- Food & Beverage: Direct product contact piping, sterile filling lines.
- Pharmaceuticals: Process piping in clean manufacturing.
- Biotechnology: Fermentation tanks, culture media pipelines.
- Medical Devices (non-implantable): casings, supports, non-critical fluid lines.
- Lab Applications: Carrier gas pipelines for analytical instruments.
3.3 EP Tube — Ultra-Clean, Mission-Critical Applications
- Semiconductor: Ultra-high-purity gas lines, ultrapure water polish loops, CMP slurry transport.
- Biopharmaceuticals: WFI (Water for Injection) lines, pure steam distribution, bioreactors.
- Medical Implants: Stents, orthopedic implants, surgical tools.
- High-Purity Chemicals: Photoresists, electronic-grade solvents.
- Harsh Corrosive Environments: Coastal, halide-rich, or strong acid/alkali exposure.
- Low-Friction Requirements: Viscous or easily crystallizing media, microfluidics.
4. Summary Table
| Tube Type | Main Advantages | Limitations | Typical Industries |
|---|---|---|---|
| AP | Low cost, basic corrosion protection | Lower cleanliness, matte finish | General industry, architecture |
| BA | High cleanliness, good corrosion resistance, bright finish | Higher cost than AP | Semiconductor, pharma, F&B |
| EP | Highest cleanliness, mirror finish, best corrosion resistance | Highest cost | Semiconductor, biotech, medical |
Conclusion
Choosing between AP, BA, and EP stainless steel tubes depends on your project’s cleanliness, corrosion resistance, and budget requirements.
- AP — economical choice for standard industrial use.
- BA — optimal balance of performance and cost for high-purity yet non-extreme applications.
- EP — premium choice for ultra-clean, high-demand industries where performance cannot be compromised.
If you have a project that demands the right balance between performance and cost, our team can recommend and supply the optimal tubing solution.
★★★ Review of previously selected articles:
- What is Bright Annealing of Stainless Steel Tubes?
- What is the Difference Between Annealed and Bright Annealed Stainless Steel Tubes?
- AP, BA, and EP Stainless Steel Tubes: Key Differences and Application Scenarios
- What is the difference between a stainless steel pipe and a stainless steel tube?
- Common Applications of Stainless Steel Tubes
- Is Stainless Steel Tubing Good for Heat Exchangers?
- Exploring Stainless Steel Tubing: Making the Right Choice for Your Fluid System
- What is Stainless Steel Coil Tubing and Why It Matters in Modern Industry
- Choosing the Right Stuff: Corrosion-Resistant Materials
Ask us a question
By fill the right form, you can send any questions about us and our products.


Get more information about us
Company Links
Contact Information
Ph: +86-21-62666697
Fax: +86-21-62999145
Mobi: +86 133 3793 7369
Email: link@jwgroup.cc
Add: No 2299, Xiangjiang Road, Shanghai, China